随着人工智能与高性能计算对算力需求的急剧攀升,芯片带宽、I/O密度及异构集成规模面临前所未有的挑战。芯粒异构集成技术已成为主流路径,而封装基板作为多芯片集成的关键载体,正面临严峻考验。目前主流的有机塑封基板和低温共烧陶瓷基板在高频信号完整性、热稳定性及大尺寸扩展性方面逐渐暴露瓶颈。有机材料在温湿度和辐照环境下易退化,刚性不足导致翘曲与对位精度下降;LTCC则因多层结构CTE失配引发界面分层。玻璃材料凭借优异的尺寸稳定性、纳米级表面平整度、可调CTE、低介电常数与低损耗因子,成为替代有机芯层的理想候选。康宁公司于2016年验证了带孔玻璃基板的强度与TGV可靠性,英特尔于2023年宣布计划2030年前推出商用玻璃基板,三星、华天科技、通富微电等企业相继布局。然而,GCS工程化仍面临多材料体系CTE失配引发的热应力集中、脆性玻璃开裂、界面分层及板级焊点疲劳等可靠性挑战。本文围绕“互连结构可靠性—板级/系统级可靠性—加固优化策略”主线,综述相关研究进展。
1 GCS结构与关键互连工艺概述
1.1 GCS的结构与典型制造流程
GCS以玻璃为芯层,通过玻璃通孔实现两侧积层与再布线层之间的垂直互连,支撑高密度、大面积三维集成。玻璃芯层显著提高整体刚性,有效抑制翘曲,支持更窄线宽线距。典型制造流程包括TGV成孔、种子层制备、通孔填充、芯层金属布线、ABF层压增层、光刻图形化、钝化层制备及焊盘开窗等环节,管控重点在于对位精度、层间结合力、翘曲控制及阻抗稳定性。玻璃的尺寸稳定性使GCS在制造中具有更高的对位精度与更优的翘曲控制,低介电常数与低损耗因子使高频信号传输损耗更低。
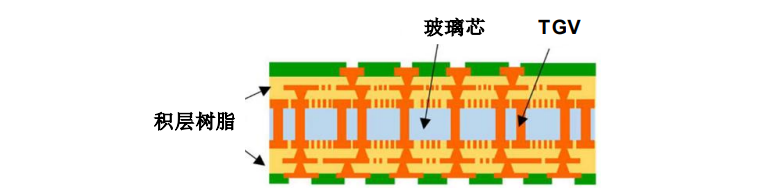
图1 GCS 的结构示意

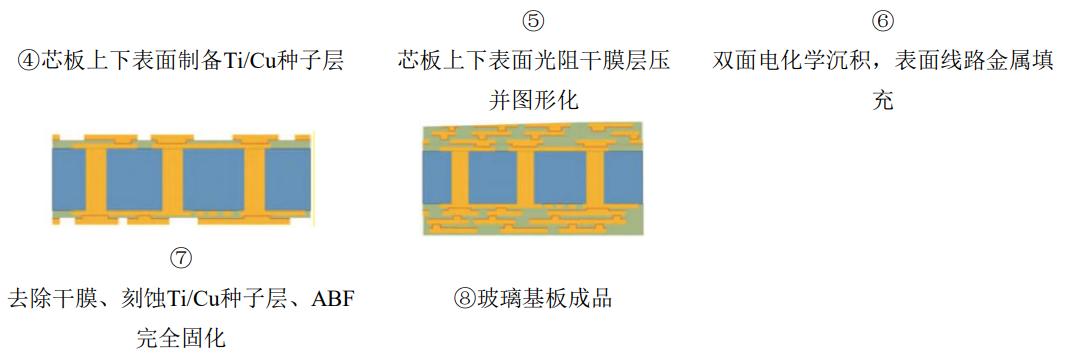
图2 GCS的典型制造流程
1.2 TGV制造工艺缺陷及其热-机械可靠性影响
TGV成孔质量直接影响后续可靠性与高频传输性能。成孔方法包括超声加工、喷砂、机械钻孔、激光加工、等离子体刻蚀及激光诱导刻蚀等。喷砂法易在玻璃表面和侧壁引入缺陷,适用于孔径>200 μm的大间距通孔;等离子体刻蚀可获得<150 nm的侧壁粗糙度,但成本高效率低;超短脉冲激光中飞秒激光锥度小但微裂纹多,皮秒激光缺陷相对较少;激光诱导刻蚀法成孔质量高、速率快,被认为最具规模化前景,但需优化脉冲参数以抑制微裂纹和失圆。研究表明,在重复频率100 kHz、脉宽700 fs、功率31%@40 W、脉冲串数量为10的参数下,可获得形貌理想、缺陷少的圆形通孔,降低后续热-机械失效风险。
2 GCS可靠性:从互连到板级
2.1 TGV的热-机械可靠性
TGV与TSV均属垂直互连通孔,但玻璃基体脆性使失效关注点从铜胀出扩展至基体开裂、界面分层及加工缺陷放大效应,需结合断裂力学理论,采用能量释放率或J积分表征裂纹驱动力。Okoro等基于Lamé厚壁圆筒模型揭示:升温时铜膨胀在玻璃表面产生环向拉应力,驱动径向裂纹向外扩展;降温时应力反转,周向应力主导下更易引发界面分层。Le等对玻璃转接板TGV的有限元分析表明,陶瓷玻璃(CTE≈9.3 ppm/℃,临界ERR≈32 J/m²)的界面ERR始终低于3 J/m²,开裂风险极低;熔融石英与硅酸盐玻璃因CTE更低或临界ERR更小,风险显著增高。将全填充改为共形填充可进一步降低ERR。Pan等发现高温循环中铜发生蠕变型非弹性变形,导致通孔顶部不可逆胀出约1.3 μm,诱发界面滑移与分层。因此,除CTE失配外,铜的蠕变非线性行为亦是重要失效因素。

图3 温度载荷下 TGV 受力状态与开裂分析
2.2 玻璃界面的热-机械可靠性
GCS中玻璃与ABF积层界面在划片或温度循环中易产生三类裂纹:玻璃内部开裂、界面分层后向玻璃内扩展、以及界面处直接起裂。

图4 玻璃芯开裂的3种主要类型
Okazaki等对4-2-4结构GCS进行-65~150℃温度循环实验,发现ABF-GCP体系(含玻璃纤维,CTE≈15 ppm/℃,模量17 GPa,抗拉170 MPa)裂纹发生率最低,推测玻璃纤维的能量吸收效应可抑制裂纹扩展。Molina-Mangual等提出采用铜-石墨烯复合材料替代纯铜RDL,其CTE约9.5 ppm/℃,可使基板边缘预制裂纹尖端ERR在低CTE和中CTE玻璃体系中分别下降约16%和18%。Sunohara等指出积层树脂厚度增加会提高玻璃侧热应力,加剧划片过程中的SEWARE现象。
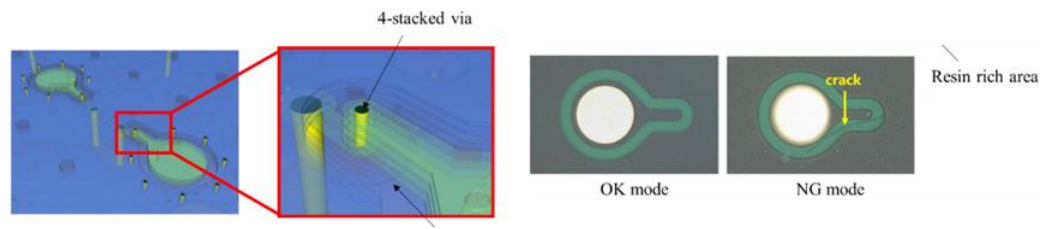
(a)叠孔区域的裂纹扩展形式

图5 GCS 叠孔区域的裂纹
2.3 GCS的热机械响应:翘曲
翘曲直接影响制造对位精度,并在服役中对互连结构施加附加载荷。Sunohara等以250 mm×250 mm面板为对象,发现玻璃芯层使第一层定位精度标准差从125×10⁻⁶降至62×10⁻⁶,动态翘曲幅值降低约50%。Iwai等亦证实玻璃多层堆叠封装翘曲显著低于有机方案,归因于玻璃高弹性模量增强整体刚性。GCS可靠性具有多尺度耦合特征,局部TGV应力受整体变形调制,整体翘曲由各层材料CTE及模量共同决定,板级可靠性分析常需采用全局-局部子模型技术。
2.4 GCS板级/系统级热疲劳可靠性
微凸点和BGA焊球在温度循环中因芯片、基板、PCB三者CTE失配承受循环剪切变形,导致非弹性应变积累,最终疲劳失效。寿命预测模型常用应变型(修正Coffin-Manson方程)和能量型(Darveaux模型)。Lau等建立“芯片–GCS–PCB”模型,发现关键矛盾:玻璃CTE贴近硅时,芯片侧μbump应变低但PCB侧焊球应变高;玻璃CTE提高则PCB侧寿命提升但芯片侧应力增大。Jayaram等定量显示玻璃CTE从3.3 ppm/℃增至9.8 ppm/℃时,板级预测寿命翻倍增长。Singh等在大尺寸超薄玻璃BGA封装中得出类似结论,强调基板CTE应适度接近PCB而非盲目匹配芯片。Sosa等引入gapfill材料(BCB体系)协同优化,可在提高玻璃CTE时降低BEOL层ERR,平衡芯片侧与PCB侧可靠性。
3 GCS结构设计优化及其热-机械可靠性提升策略
3.1 TGV结构的应力缓冲层
在玻璃表面引入应力缓冲层可有效降低TGV局部应力集中。Fujimoto等在TGV铜柱与玻璃间引入树脂缓冲层,使80 μm孔径TGV最大应力从120 MPa降至90 MPa,经-65~150℃、1000次循环后电阻变化<±1%。王展博等指出缓冲层厚度存在双边效应,过厚会减小铜柱有效面积反而加剧应力集中。赵泉露等提出无机氧化物(ZnO、TiO₂、ZrO₂)缓冲层,避免有机材料高温降解,其中2 μm TiO₂在升温阶段使玻璃最大主应力降低49.3%。

图6 应力缓冲层在 TGV 结构中的优化作用
3.2 边缘涂覆结构
针对划片中SEWARE现象,Sunohara等在GCS边缘涂覆材料,使回流边缘应力从95 MPa降至49 MPa,经10次260℃回流实验,涂覆样品无裂纹,未涂覆样品明显开裂。McCann等证实边缘涂覆可将界面裂纹能量释放率降至未涂覆结构的1/7。
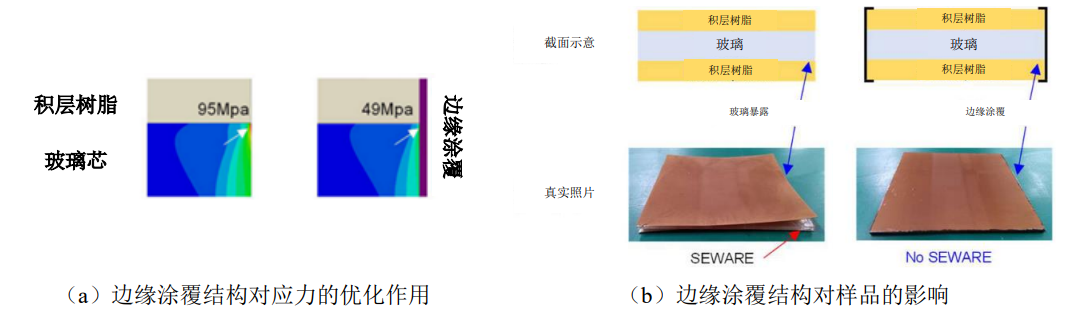

图7 边缘涂覆结构降低开裂风险
3.3 Pullback结构
基于多层结构自由边缘应力理论,McCann等在玻璃/RDL界面引入Pullback结构,通过减薄RDL边缘厚度削弱界面剪切驱动力,显著降低裂纹尖端能量释放率,提升划片及热载荷下的抗分层能力。
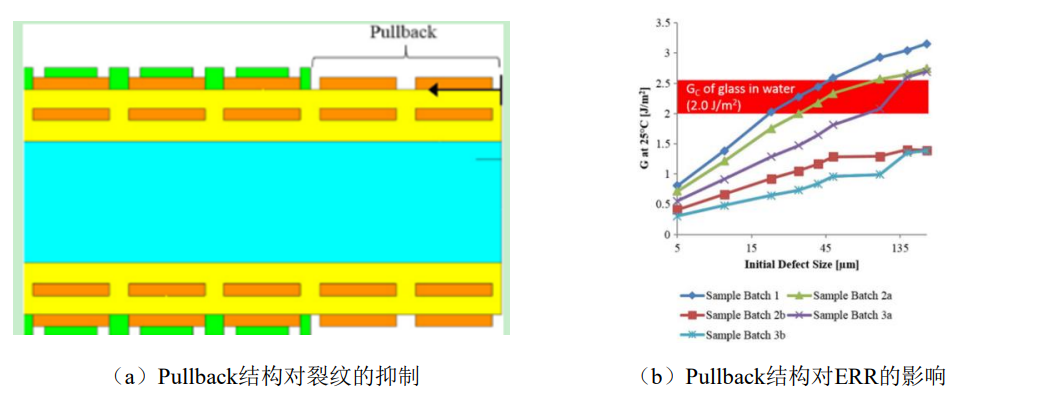
图8 Pullback 结构对开裂的影响
3.4 芯片-GCS-PCB的协同调控
板级可靠性核心在于全局CTE平衡设计。Sosa等采用全局-子模型技术,以BEOL层ERR和BGA焊球塑性应变双目标,通过调整玻璃CTE与gapfill材料(如BCB)实现帕累托优化。该思路表明,GCS板级可靠性设计应从系统层面协同调控等效CTE匹配关系,兼顾不同互连结构可靠性并提升整体寿命。
4 结束语
本文以“结构与工艺-互连到板级可靠性-优化策略”为主线,梳理芯粒集成背景下 GCS 的研究进展与面临的挑战。
GCS的可靠性问题是玻璃的脆性断裂、界面结合特性及 CTE失配共同作用的结果。在局部互连角度,TGV 周围的工艺缺陷、应力集中以及界面能量释放率等因素是裂纹萌生和界面分层的重要影响因素。在器件尺度,玻璃芯层、积层和阻焊层之间的 CTE 失配决定 GCS 的翘曲行为,进而影响工艺过程及局部结构的应力状态。在板级/系统级角度,“芯片-GCS-PCB”体系的 CTE协同平衡问题直接影响芯片侧 μbump 和 PCB 侧焊球的热疲劳寿命。对于 TGV 等局部结构而言,减小 CTE 失配通常是降低局部热应力的有效途径:而对于 GCS 整体及板级/系统级等异构集成体系而言,不同材料构成的各层级结构对 CTE 失配的容忍程度存在差异。因此,GCS 的可靠性设计不应仅追求局部材料之间的热失配最小化,而应从在整体系统出发进行协同优化。后续研究可围绕局部结构如 TGV 与玻璃相关界面的开裂与分层问题展开,明确工艺缺陷、局部应力集中及临界 ERR 等因素对失效的影响机制,推动缓冲层、边缘涂敷与 Pulback 等局部加固方案的工程化应用。在板级/系统级层面,需以“芯片-GCS-PCB”体系的整体 CTE 协同设计为核心,建立兼顾局部应力、整体翘曲和互连结构热疲劳问题的可靠性联合优化策略。
艾邦建有玻璃基板与TGV技术交流群,可以加强产业链的合作,促成各企业的需求对接,同时您也可以与行业精英共同探讨玻璃基板及TGV技术的前沿动态,共享资源,交流经验,欢迎您的加入。

活动推荐:
序号 | 初拟议题 |
1 | 玻璃通孔(TGV)技术发展现状与产业化进程回顾 |
2 | 激光诱导刻蚀(LIDE)在TGV通孔加工中的最新突破 |
3 | 高深宽比TGV通孔金属化填充工艺挑战与解决方案 |
4 | 先进PVD(HIPIMS/FCVA)在TGV种子层沉积中的应用进展 |
5 | 面板级封装(PLP)与玻璃基板的协同发展路径 |
6 | TGV玻璃基板翘曲控制与大尺寸封装可靠性研究 |
7 | 铜浆料直填技术:TGV金属化的新路线与产业化前景 |
8 | TGV制程中的检测挑战与在线全检技术方案 |
9 | 临时键合与解键合技术在超薄玻璃基板加工中的应用 |
10 | 玻璃材料创新:低CTE匹配、激光改性响应优化及大尺寸面板开发 |
11 | 全球TGV设备(激光钻孔、镀膜、电镀、检测设备)国产化进展 |
12 | 半导体玻璃基板材料与化学品的国产替代进程 |
13 | AI算力芯片对玻璃基板封装的需求与技术匹配分析 |
14 | 共封装光学(CPO)技术趋势与TGV玻璃基板的关键作用 |
15 | 射频前端模组中的TGV集成无源器件(IPD)应用案例 |
16 | Mini/Micro LED显示玻璃基板的量产实践与市场前景 |
17 | 玻璃基板在汽车电子(激光雷达、MEMS)中的应用探索 |
18 | 晶圆厂、封测厂与TGV制造企业的协同创新模式 |
19 | 从技术验证到规模量产:TGV玻璃基板良率提升与成本控制策略 |
20 | 玻璃基板时代:全球竞争格局与中国产业链机遇 |
会议报名方式1: | 会议报名方式2: |
扫码添加微信,咨询会议详情  | 扫码在线登记报名  |
会议报名方式3:
或者复制网址到浏览器后,微信注册报名
https://www.aibang360.com/m/100314?ref=172672
李小姐: 18823755657 (同微信)
邮箱:lirongrong@aibang.com
注意:每位参会者均需要提供信息