芝能智芯出品
芝能智芯出品电动汽车充电系统SiC功率模块并不会一直处在一个很舒服、很平稳的状态里,电流上来,芯片发热;功率下降,温度回落;下一次充电开始,温度又重新升上去。
这样的过程重复几万次、十几万次以后,真正考验模块的,就不只是导通电阻低不低、开关频率高不高,而是内部那些看不见的连接结构,能不能在热胀冷缩中保持稳定。

英飞凌这套SiC功率循环技术,在80K、1.5s、150℃的功率循环条件下,1200V CoolSiC MOSFET M1H和M2的功率循环能力都是25k次,而M2 .XT可以做到>500k次。
在1200V SiC MOSFET平台上,换到.XT互联与装配技术以后,功率循环能力被拉到了20倍以上。
这是SiC模块从芯片性能,往封装、互联、焊接、热界面、引脚和系统寿命一步步延伸的过程。
英飞凌做SiC的时间很长,拥有超过25年SiC技术经验,也是市场首家推出SiC产品的企业。
Easy产品家族累计销量超过7500万片。

Part 1
SiC的优势,大家通常会先想到几个词:高电压、高频率、高效率、高功率密度。
英飞凌的技术布局里:
◎ SiC覆盖650V–3.3kV,与Si形成互补;
◎ Si本身覆盖25V–6.5kV,GaN覆盖40V–650V。
不同材料各有位置,SiC主要进入的是电动汽车充电、储能、太阳能、UPS、热泵、固态断路器等更高功率的场景。负载并不是恒定的。
以充电桩为例,一辆车接入以后,功率逐渐上来,模块温度跟着升高;充电结束,功率下降,模块开始冷却。下一辆车来了,这个过程再次发生。
储能系统也类似,充放电状态切换,温度也随之波动。
从外部看,这只是一次次充电和放电。从模块内部看,这是一次次热循环。
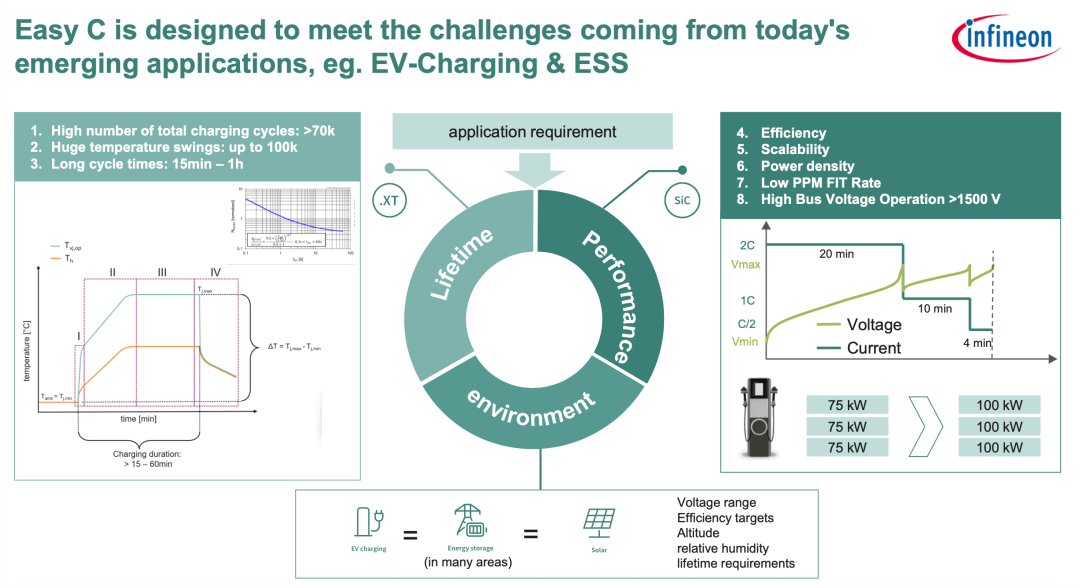
英飞凌在Easy C系列目标场景里列出的要求很具体:总充电循环数要>7万次,温度波动最高100K,循环时长从15分钟到1小时,母线电压要>1500V。

为什么功率循环会变成核心问题,如果温度只是升高一次,材料还能承受;难的是反复升高、反复下降。
芯片、焊层、金属化层、键合线、基板、引脚,材料不同,热膨胀特性也不同。每一次温度变化,都是一次微小的机械拉扯。
短期看不出来,长期重复以后,连接界面就可能出现退化。当ΔVDS起始偏差>5%,或者热阻Rth>20%,就可以认为寿命终止,这两个指标对应的是模块内部状态的变化。

ΔVDS变化,说明导通状态下的电压表现开始偏离初始状态;热阻上升,则说明热从芯片往外走的路径变差了。
对系统来说,热阻一旦变高,同样的损耗会带来更高结温,结温再升高,又会进一步加速老化。

功率循环描述的是一颗模块在真实应用中,能不能扛住长期的冷热往复。SiC模块的失效方式和传统硅模块并不完全一样。
硅模块常见的问题是铝键合线脱落;但在SiC模块里,铝键合线脱落极少出现,主要失效模式变成了芯片焊层退化,原因与杨氏模量升高有关。
SiC材料更硬,工作温度和功率密度也更高。模块内部的应力分布变了,过去在硅模块上最先出问题的地方,不一定还是SiC模块上最先出问题的地方。材料换了,芯片能力变了,封装也必须跟着变。
芯片本身并不是唯一主角。芯片能不能发挥出来,要看它如何被焊到基板上,如何通过金属线连接,热如何传到散热器,电流如何经过引脚进入PCB。这些细节平时不太显眼,但在几万次循环以后,差距就会慢慢放大。
Part 2

.XT是一套互联和装配方式的变化,标准连接技术主要包括铝键合线、铝金属化和芯片焊接。.XT连接技术则换成铜键合线、铜金属化、扩散焊接和高可靠性系统焊接。
◎ 第一层,是材料从铝更多转向铜。
铜的导电、导热能力更强,也更适合承受较高电流密度和更严苛的热循环。但铜也不是简单替换上去就行,因为铜更硬,工艺要求更高。
如果键合、金属化和焊接不能一起匹配,单独换材料反而可能引入新的应力问题。
◎ 第二层,是连接方式本身要更耐热循环。
彻底消除键合线相关失效,并延长功率循环负载下的模块寿命。
在第13页测试里,CoolSiC .XT在模块结温最高150℃、循环时间≤3.0s条件下,抗循环负载鲁棒性提升超20倍,验证结果是无键合线脱落、无芯片贴装退化。

M1H和M2在80K、1.5s、150℃条件下,功率循环能力都是25k次;M2 .XT达到>500k次,M2和M2 .XT的芯片技术都是M2沟槽,RDS(on)也都是25/45mΩ。
也就是说,功率循环能力的大幅变化,并不是因为芯片导通电阻继续下降,而是因为装配和互联技术发生了变化。
盯着器件参数看,比如RDS(on)、开关损耗、结温、额定电压。但到了模块层面,很多关键差异藏在“怎么连接”和“怎么散热”里。
芯片参数相同,寿命表现仍然可以完全不同。芯片本身的进步也在发生。从M1H到M2,1200V器件在25℃下的RDS(on)从33mΩ降到25mΩ,在150℃下从60mΩ降到45mΩ。
按这个口径计算,下降幅度大约在24%–25%区间。资料里也写到,RDS(on)*A提升25%,输出功率提升30%。
工作温度也提高了。M1H工作结温为150℃,可175℃过载;M2支持175℃工作、200℃过载。
第14页的连续工作测试中,条件是VGS=18/-3V、频率12kHz/50Hz、VDS=700V。测试结果显示,150℃时电流为46A,175℃时为55A,提升20%。

如果只追求输出,可以把功率做得更高;如果输出功率不变,也可以把结温降下来,换取寿命余量;如果散热器体积有压力,还可以在热设计和功率密度之间重新平衡。
同一颗芯片,放在不同封装、不同互联、不同热界面、不同系统设计里,最终表现并不一样。功率循环测试把这些差异显性化了。

Part 3
沿着.XT往后看,会发现英飞凌并没有只讲一个互联工艺。
把Easy C系列、新型PressFIT引脚、TIM 2.0热界面材料和PFC级应用案例放在一起讲,实际上是在描述一个完整的模块平台。
Easy C系列面向的是电动汽车充电、储能等新兴应用,尺寸与引脚兼容B系列,新型塑料与硅胶支持175℃工作、200℃过载,电气性能支持1500V+直流母线,绝缘能力达到≥3kV AC 1min。
更高母线电压,意味着绝缘设计要跟上;更高工作温度,意味着塑料、硅胶、焊层和界面材料都要能长期承受;封装兼容,则意味着客户在平台升级时,不希望每一代产品都重新设计整套PCB和机械结构。
新型PressFIT引脚也是一个容易被忽略的点,新引脚载流能力翻倍,能够降低PCB温度并优化装配。
第18页散热测试给了很直观的对比:传统设计在35A时,模块级温度为174.55℃;新设计在40A时,温度为84℃。PCB级传统设计在35A时为98℃,新设计在40A时为75℃。

新设计不是在更低电流下变凉,而是在更高电流下,温度反而更低,电流如何进入模块、接触电阻如何控制、热量如何从连接点扩散出去。
到了模块和系统层面,机械连接、材料接触、装配一致性、热路径设计,都会变成电气性能的一部分。

TIM 2.0也是同样的逻辑。TIM是热界面材料,位置通常在模块和散热器之间。它不负责开关,也不负责导通,却决定热能不能顺畅离开模块。
资料里写到,预涂TIM 2.0的目标,是提升输出功率、降低散热需求。
结果是模块级热阻RthJH降低15%–30%,系统级最高降低27%。
TIM 1.0使用汉高TCP7000,导热率为3W/m∙K,相变温度45℃,最高基板温度125℃;TIM 2.0使用霍尼韦尔PTM6000HV-SP,导热率提升到5.2W/m∙K,相变温度同样是45℃,连续工作温度达到150℃。

如果把模块看成一条热流路径,芯片发热以后,热量要经过芯片、焊层、DBC基板、TIM、散热器,最后到环境。
任何一个环节热阻偏高,都会让结温上升。结温上升,又会回到功率循环寿命的问题上。

Easy 2C电动汽车充电PFC级案例,仿真条件是输入400V、直流800V、热阻0.28K/W、环境30℃、开关频率45kHz。芯片组对比包括M1H(11mΩ)、M2(8mΩ)和M2 .XT(8mΩ)。
M1H方案在52kW下,寿命只有2–5年,无法满足寿命要求;M2 Gen2方案在52kW下损耗降低25%,寿命达到30年;如果输出提升到62–68kW,输出功率提升20%–30%,寿命仍有8–10年以上。

M2降低损耗,.XT提升功率循环能力,PressFIT改善电流和热连接,TIM 2.0降低热阻,Easy C平台承接更高温度、更高电压和更高功率密度,在同样52kW下寿命更长,或者在更高输出下仍然保留可接受寿命。
工程里的好设计是几个互相牵制的指标同时被照顾到。功率要上去,温度不能失控;模块要小,绝缘还要安全;散热器想减小,热阻就要下降;寿命要拉长,互联和焊层不能在循环中先退化。

SiC的技术演进是一个逐层补短板的过程:当芯片能承受更高温度和更高功率密度以后,封装要跟上;封装跟上以后,热界面和引脚要跟上;这些都跟上以后,客户系统才有机会获得更高功率、更小体积和更长寿命。