一、煤矿掘进机惯导全解
惯导INS:内置加速度计+陀螺仪的高精度姿态定位传感器,纯惯性自主导航,不用激光、不用卫星、不用外接信号,就能连续输出设备位置、航向、俯仰、横滚、速度全姿态数据。是智能掘进、无人采掘动态连续定位的核心部件。
内部核心元件:
1. 陀螺仪:实时监测掘进机航向转角、摆动、偏转,测角度、角速度
2. 加速度计:检测设备行走、启停、前后左右的移动加速度
3. 数据解算主板:对原始数据积分运算,实时算出三维位置、姿态、运动轨迹
工作原理:
1. 陀螺仪+加速度计全程高频采集设备动态姿态。
2. 芯片持续积分运算,不间断输出机身航向角、俯仰角、横滚角、位移、速度。
3. 全程无间断连续定位,哪怕粉尘大、视线遮挡、全站仪断联,也能正常工作。
4. 配合全站仪+棱镜做定期误差修正,弥补惯导长时间工作的漂移偏差。
1. 高频动态姿态监测。毫秒级刷新机身姿态,设备转弯、爬坡、偏移瞬间就能捕捉,弥补全站仪测量滞后的缺点。
2. 保证连续不间断导航。巷道粉尘大、视线遮挡、移机、遮挡通视时,全站仪失效,惯导全程不掉线,不影响自动掘进。
3. 巷道自动纠偏。实时比对设计掘进中线,机身一偏移立刻输出纠偏信号,控制行走、截割动作,杜绝超挖、欠挖、巷道跑偏。
4. 和全站仪完美互补
- 全站仪:绝对高精度定点定位(无漂移、精度稳)
- 惯导:全程连续动态定位(不间断、反应快)
二者融合,就是煤矿无人掘进标配组合导航系统。
优点:完全自主导航,不依赖外界信号;响应速度快,动态跟随性极强;不惧粉尘、水雾、无光、遮挡环境;全天候、全工况连续工作。
缺点:长时间运行存在零点漂移、累积误差;必须定期用全站仪绝对坐标校准修正。
二、煤矿井下专用要求
1. 整机本安/防爆等级,符合井下瓦斯防爆标准;
2. 抗振动、抗冲击、防尘防水,适配掘进机强振动工况;
3. 安装在机身刚性基准位置,杜绝松动、偏移;
4. 安装后必须初始对准、零点标定,才能投入使用。
现场安装标定要点:
1. 紧贴掘进机机身中心刚性固定,不得悬空、抖动;
2. 安装方向严格和设备机身中心线平行;
3. 开机先静态静置对准,完成航向、水平零点校准;
4. 每班用全站仪坐标对惯导做一次误差修正;
5. 检修、震动、移位后,必须重新标定归零。
二、目前应用于掘进生产的导航系统,常见的有以下几种:
西弗吉尼亚大学在2014年的一篇报告:将惯导应用到端帮开采(Highwall mining),用于指引连采机机头的航向,通过高精度的航向导引,以减小端帮开采不同巷道之间的间距,防止打穿,提升开采效率。这一类方案在煤矿智能化建设的初期出现的比较多,主要原因是价格便宜(激光雷达相对于高精度惯导来说,价格还是低廉很多)。其主要原理就是:掘进前,将掘进机静置在巷道中,激光雷达通过扫描巷道的轮廓,分割出巷道左右边帮,并根据边帮上点云的距离测量掘进机与巷道中线的关系,进而进行定位和航向测量。目前激光雷达方案主要在三一的设备上应用,或者一些要求比较低的智能化验收中使用。①测量精度不高。真实现场中巷道边帮的形貌非常不规则(片帮导致的边帮不平整),即使通过点云平面拟合的方式,也无法准确的保证拟合的正确性,因此对位置的定位和姿态的测量会产生比较大的偏差,进而影响截割成型的质量。更重要的是现场边帮片帮的情况无法预计,因此该方案在现场应用时会有极大的不确定性。②粉尘影响。激光测量需要周围环境相对理想,但是对于截割迎头,一旦工作起来粉尘非常大,激光雷达直接失效。因此这种定位方案最大的问题就是只能在截割开始前定位,然后赌截割过程中机身不发生任何移动。显然在大部分工况下,这种假设都是不成立的,比如割到岩石机身被迫发发生偏移,后者需要左右移机截割,或者清底和边角煤的时候,机身必须要来回移动。这一系列工况都限制了这类方案不能最终完全覆盖智能化掘进的全工况和全流程。
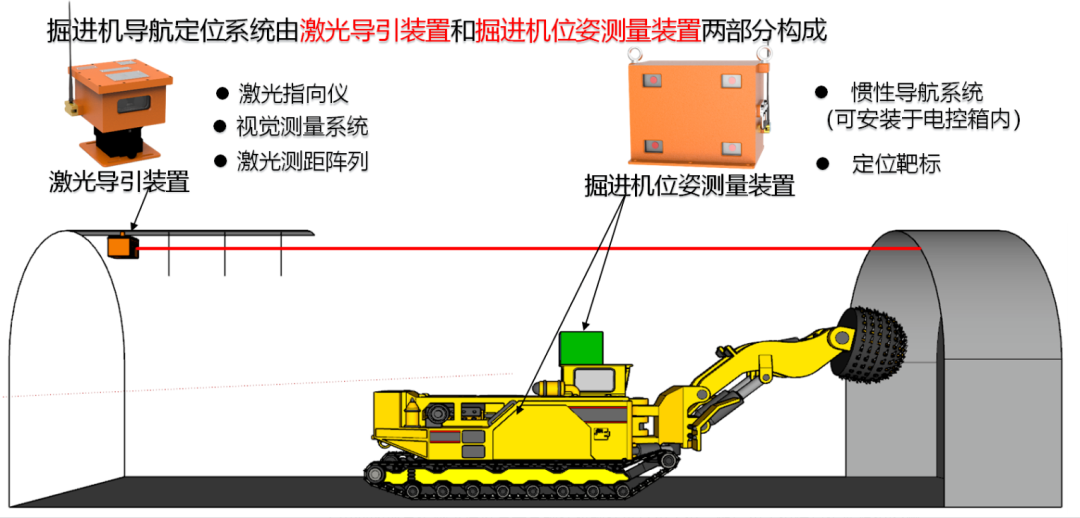
第二类用于掘进的导航系统是基于视觉测量或视觉测量+惯导方案。这一类目前是市场的主流方案。常见的几种视觉的方式,主要是通过一个视觉传感器(相机)去看安装在掘进机机身上或者悬挂在掘进机机身后的光学靶标,采用PNP的视觉测量算法,测量靶标的位置,进而推算出掘进机的定位信息和姿态信息。1) 视觉测量的精度随着测量距离迅速劣化,比如在十几米的测量距离里面能够保证5cm左右的测量精度,但是更长距离下测量精度就会下降很多。这也很好理解,就和我们眼睛看一个物体一样,近距离下物体稍微移动都能看出来;但是距离一远,动一下就不容易发现;2) 纯视觉既能做定位,又能做姿态测量。但是相比于位置测量,姿态测量的精度要差很多,而且非常不稳定。因此仅仅用视觉既要做定位又要定姿肯定是不行的;3) 光学靶标的形式,目前文献里面靶标的形式非常多,有几个激光点的,有面激光的,有十字线的等等。我们自己在现场的经验,4点靶面式的最便利。4) 光学靶标悬挂的位置,有的在机身上,有的在巷道顶板或者侧帮上,我们还是推荐在机身上,因为如果挂在顶板上,无法准确知道靶标的方位角和姿态角(靶标很容易就动了但是有没有动了之后的姿态数据),不利于精确测量。相比于其他激光雷达的、UWB的、毫米波的方案,基于视觉测量是最好的方式,因为最符合人的感知逻辑。试想掘进机司机实际操作时怎么定位的设备,最好的方式是人站在机身后面,拿眼睛确认是最直观的。但是考虑到(2)里面说的视觉测量的精度限制,与惯导一组合,就彻底解决了这个方案的各种问题。整个系统分为掘进机导引装置和掘进机位姿测量装置,导引装置是吊挂安装在掘进巷道后端的顶棚上的,内部包含视觉测量装置和激光导引装置(类似于矿里现在用的激光导向仪)。位姿测量装置包含光学靶标(上面的4个光学靶点)和惯导装置。激光导引装置里面的视觉传感器通过看光学靶标对靶标进行粗定位,随后粗定位信息传递给位姿测量装置,并和里面的惯导进行组合导航,得到掘进机完整的姿态信息和定位信息。1)用视觉就牵扯到粉尘对视觉测量的影响,尤其是在硬岩掘进或者除尘不太好的巷道,粉尘会导致视觉看不见。这里面我们有自己的粉尘自适应算法,就是测量粉尘浓度,粉尘大了就提升视觉测量的灵敏度,粉尘小了,再把灵敏度降下来。2)还有一个被大多数厂家忽略的问题,就是现场遮挡:现场发现光靶经常会被掘进机两侧的风筒或者单轨吊的轨道遮挡,进而导致测量失效;算法里也做了升级,保证即使现场光靶被部分遮挡,也不会导致视觉测量失效(这个还是有点难度的)。
3、全站仪方案
下图使用方式是将全站仪放在掘进机的后方,通常是挂在巷道顶板上或者侧帮上。在掘进机机身上安装一个反射棱镜和惯导。全站仪自动检测并跟踪反射棱镜,测量反射棱镜的位置进而实现对掘进机的定位。安装在掘进机身上的惯导对掘进机进行航向和姿态测量。全站仪检测反射棱镜的基本原理是,发出的激光测距信号,经反射棱镜反射回来之后,得到距离信息。同时记录自身的初始方位角和姿态角,以及跟踪过程中云台转动过的角度,计算出棱镜相对于全站仪的位置。可以看出需要得到准确位置的前提有三个:①知道初始方位角和姿态角;②有测距信息;③知道云台的转动角度。目前只有自寻北式的全站仪可以同时满足这三个要求,但是价格很贵。这种高级的全站仪的优势:①精度高,能到毫米量级;②寻北精度高(因为寻北精度代表了它知道自己初始方位角的精度),因此对全站仪安装布置时的随意性就更好一点;③纵向测距精度高。相比于视觉的方案,全站仪在长距离条件下,相对于巷道横向/高向和掘进机前进的纵向都能给出很高的精度,而视觉横向精度是<3cm(最大误差),纵向精度<30cm(最大误差)。这个特性对于连采机或者横轴快掘很重要,因为这两类设备的进刀深度实际上是靠履带行走保证的。高精度的纵向距离测量是进刀深度控制的保障;④测量距离长,全站仪测量理论上可以轻松做到百米以上。视觉目前我们觉得做到四五十米就差不多了。但是全站仪方案在井下的劣势也非常明显:①worst of worst,安装、配置、操作很复杂;②抗粉尘能力,因为是采用激光测距作为基础的,那必然受到激光测距模块出光功率的限制。③跟踪丢失,因为全站仪需要跟踪机身上的棱镜,确保测距激光束持续投射到棱镜上,但在粉尘条件下或者机身有大幅度的摆动时,这种跟踪有发生丢失的风险,而且在作业过程中一旦丢失了很难再自动找回来(视觉方案就不会,视觉方案后面的摄像头原则上能一次性看到整个巷道断面,因此不存在丢失的可能性)。总体而言,全站仪+惯导的方式虽然精度高、工作距离长,但在掘进工作面使用时,使用不方便(工人操作起来太麻烦)、环境适应性差(粉尘条件和跟踪丢失)、产品本身过于娇贵,实用性不如视觉+惯导的方案。
关于科技区角:国内科技展会垂直内容策划服务商,提供从论坛内容全案策划、会展市场化IP打造到精准专业观众一站式邀约服务,以产业内容吸引高质量B端人群,打通展会从议题设计、演讲嘉宾邀约、宣传预热、精准邀观到供需对接全链路。