会员可进入会员下载专区获取相关资料~
写在前面
前面我们总结了工业领域常用的一些总线与协议 ,以及相关实际案例:
最全整理工业通讯上的领域各种总线+协议+规范+接口—数据采集与控制
史上最全网络通讯(IIOT、工业控制、5G、区块链)协议全景图
开源工业数据采集平台分享:支持西门子、三菱、AB等PLC主流工业协议
工业总线与协议解读:比EtherCAT更快-安川MECHATROLINK
今天我们离仔细聊聊西门子S7~
做工业自动化的工程师,没跟西门子 S7 协议打交道的少之又少 —— 调试时明明 IP 设对了,却连不上 PLC;好不容易连上了,读 DB 块又报红;更头疼的是老设备通信数据裸奔,安全隐患一大堆。其实不是你技术不行,是没摸透 S7 协议的 “脾气”。今天就从实际应用角度,把 S7 协议的来龙去脉、实操要点和避坑技巧说透,看完你调通信能少走 80% 的弯路。
先搞懂:S7 协议为啥是西门子 PLC 的 “通信灵魂”?
你可能天天用 S7 协议,但未必清楚它到底是啥 —— 简单说,它就是西门子给 S7 系列 PLC(从老款 S7-200 到新款 S7-1500)量身定的 “对话规则”,不管是 PLC 连 HMI、连 SCADA,还是 PLC 之间互传数据,都得按这个规则来。
最实用的是它的 “兼容性”:你手头有台 S7-300,又新买了 S7-1200,不用换协议,直接组态就能通信;而且它不挑总线,MPI、PROFIBUS、PROFINET、以太网都能跑,车间里老设备新设备混着用也不怕。
不过要注意它分两种 “版本”:老款 S7-200/300/400 用的是S7Comm,数据明文传输,现在看来有点不安全;新款 S7-1200/1500 用的是S7CommPlus,加了 TLS 加密,相当于给数据加了把锁 —— 去年帮一家车企调设备,他们老 S7-300 被抓包泄露生产数据,后来全换成 S7-1500 用 S7CommPlus 才解决。
别被 “协议栈” 吓住:S7 通信就像 “寄快递”
很多人一看到 “OSI 模型”“TPKT/COTP 封装” 就头大,其实换个角度想,S7 协议通信跟寄快递一模一样,分三步:
TPKT:写快递面单
就 4 个字节,相当于在包裹上写 “总重量”—— 告诉接收方这整个报文有多长,避免拆包时漏东西。比如你发一个读 DB 块的报文,TPKT 里的 “报文总长度” 会包含后面所有数据,少一个字节都读不出。COTP:打包快递箱
这一步是 “建立连接” 的关键,相当于快递员确认 “收件地址对不对”。比如你用 PC 连 PLC,PC 会发一个 “COTP 连接请求”,里面必须写对 PLC 的 TSAP(简单说就是 PLC 的 “门牌号”,比如 S7-300 的 TSAP 是 “02.01”,代表机架 2 槽 1),写错了就像快递送错小区,肯定连不上。S7Comm/S7CommPlus:填货物清单
这才是真正的 “通信内容”—— 比如你要读 DB1.DBX2.0 的温度值,这里就要写清楚 “功能码 0x04(读变量)”“存储区 DB1”“地址偏移 2.0”“数据类型 REAL”。去年帮客户调 S7-1200 读 S7-400 数据,报 “参数错误”,查了半天发现功能码写成 0x05(写变量),改回 0x04 立马就通了。
实操必看:调 S7 通信最容易踩的 3 个坑
光懂理论没用,实际组态和编程时,这些细节错一个就卡半天,我总结了平时最常遇到的问题:
1. 数据块 “优化属性” 没关,地址对应不上
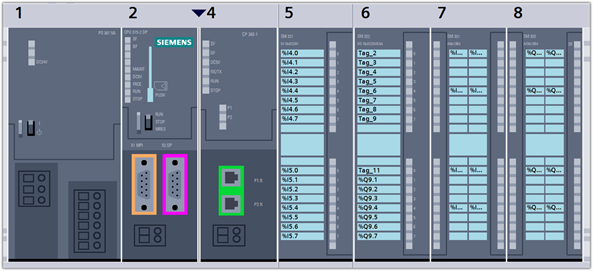
新学 TIA Portal 的工程师常犯这个错:在 S7-1200 里建了 DB1,直接用 GET 指令读 “DB1.DBX0.0”,结果报错 “地址无效”。原因是默认 DB 块设了 “优化的块访问”,这种模式下没有固定地址,得改成 “非优化块访问”,再手动分配地址才行 —— 上次帮一个刚毕业的工程师调,改完这个设置,10 秒钟就通了。
2. TSAP 设置 “想当然”,连不上 PLC
S7 协议里 TSAP 是 “死规矩”,不同 PLC 的默认值不一样:S7-300/400 的 TSAP 是 “机架号。槽号”(比如 CPU 在机架 0 槽 2,就是 02.01);S7-1200/1500 更简单,客户端设 “01.00”,服务器设 “03.01” 就行。之前有个客户自己调 S7-1500 连 S7-300,把 S7-300 的 TSAP 设成 03.01,连了 3 天没通,我远程一看,槽号错了,改成 02.01 立马好。
3. 老 PLC 用 S7Comm,安全漏洞要防住
老款 S7-300/400 用 S7Comm 协议时,数据是明文传的 —— 我用 Wireshark 抓过包,连 DB 块里的生产参数都能看得一清二楚。如果车间 PLC 要连外网,一定要做网络隔离(比如用 VLAN 把 PLC 网段和办公网段分开),或者给 PLC 升级固件,能支持 S7CommPlus 的尽量升,别嫌麻烦,真出安全问题损失就大了。
对比其他协议:S7 协议该用在什么场景?
车间里协议多,别搞混了适用场景,我列了两个最常对比的:
1. 跟 Modbus 比:S7 协议是 “自家专属”,Modbus 是 “通用方言”
如果你全用西门子设备,优先选 S7 协议 —— 功能多,能读 PLC 系统状态(比如 CPU 运行模式),还能直接控制 PLC 启停;要是混着用第三方设备(比如台达变频器、施耐德传感器),就用 Modbus,毕竟开放协议兼容性强。上次帮一家食品厂调线,PLC 是西门子,变频器是台达,就用 S7 协议连 PLC 和 HMI,Modbus 连 PLC 和变频器,各司其职很稳定。
2. 跟 PROFINET 比:S7 管 “管理通信”,PROFINET 管 “实时控制”
很多人分不清这俩 —— 简单说,你在中控室用 SCADA 读 PLC 的生产数据,用的是 S7 协议;PLC 控制现场 IO 模块(比如伺服驱动器、扫码枪),用的是 PROFINET。PROFINET 实时性强,毫秒级响应;S7 协议更侧重 “慢一点但功能全” 的管理类通信,别搞反了。

最后送你 3 个实战技巧,调通信少走弯路
抓包排查:连不上就用 Wireshark
不管是 S7Comm 还是 S7CommPlus,连不上时先抓包,看 TPKT/COTP 头对不对,有没有 “连接拒绝” 报文 —— 上次客户说 S7-1200 连不上,抓包发现 COTP 回复 “资源不足”,重启 PLC 就解决了,比瞎猜快多了。数据块尽量用 “非优化”:新手少踩坑
除非你对 TIA Portal 特别熟,否则新组态时,DB 块默认设成 “非优化块访问”,地址固定,读写出错的概率能少一半。新设备优先 S7CommPlus:安全第一
买新 PLC 时,认准 S7-1200/1500,固件升到 V2.0 以上,启用 TLS 加密,再配合防火墙做网络隔离,通信安全这块基本就稳了。
其实 S7 协议没那么复杂,关键是结合实际场景去用 —— 你调通一次 S7-1200 和 HMI 的通信,再回头看协议细节,会发现之前不懂的地方突然就通了。平时多记记踩过的坑,下次遇到类似问题,一眼就能定位原因,这才是真的掌握了。